In industrial packaging, flexibility, durability, and efficiency aren’t optional — they’re essential. Whether you’re bundling parts, protecting long products, or preparing items for storage and shipment, your packaging solution needs to adapt to the job.
That’s where polyethylene tubing stands out.
Polyethylene tubing is a versatile, flexible plastic film supplied on a roll in a continuous tube format. It allows businesses to cut packaging to the exact length needed, making it one of the most customizable and cost-effective solutions available for commercial and industrial applications.
In this article, we’ll explore:
What polyethylene tubing is
Is polyethylene tubing flexible?
The key benefits of polyethylene tubing
Customization options available
Common industrial applications
Let’s start with the basics.
What Is Polyethylene Tubing?
Polyethylene tubing is a continuous roll of plastic film formed into a seamless tube. Unlike pre-made bags, tubing allows you to create custom-sized packaging on demand. Simply cut the tubing to your desired length and seal one or both ends to create a perfectly sized bag or protective sleeve.
At A-Pac Manufacturing, polyethylene tubing is produced using the blown-film extrusion process, which creates a uniform, durable tube of film with consistent thickness and strength throughout the roll. This manufacturing method ensures reliable performance in demanding industrial environments.
Because it’s supplied on a roll, polyethylene tubing offers unmatched flexibility in packaging operations. Instead of stocking multiple bag sizes, facilities can keep one roll on hand and create packaging that fits a variety of product lengths — reducing waste, saving storage space, and simplifying inventory management.
Is Polyethylene Tubing Flexible?
Yes — polyethylene tubing is highly flexible.
Its flexibility allows it to conform to products of different shapes and sizes while still providing dependable strength and protection. This makes it ideal for:
Irregularly shaped parts
Long or oversized components
Bundled materials
Products requiring protective sleeves
In addition to physical flexibility, polyethylene tubing offers operational flexibility. It can be used with heat sealers, impulse sealers, and automated packaging equipment, making it adaptable for both manual and high-volume production environments.
This combination of material flexibility and operational versatility is one of the primary reasons polyethylene tubing remains a preferred packaging solution across industries.
5 Key Benefits of Polyethylene Tubing
Polyethylene tubing delivers measurable advantages for industrial packaging operations. From cost savings to durability, here’s why manufacturers and distributors rely on this solution.
1. Cost-Effective Packaging
One of the biggest advantages of polyethylene tubing is its cost efficiency.
Because it’s supplied on a roll, you only use the material you need. Instead of ordering multiple pre-made bag sizes, you can cut tubing to the exact length required for each product. This helps:
Reduce material waste
Minimize excess packaging
Lower inventory costs
Free up storage space
For operations managing a wide range of product sizes, this flexibility translates directly into cost savings.
2. Durable and Reliable Protection
Industrial environments demand packaging that performs.
Polyethylene tubing offers strong seal integrity and dependable puncture resistance, helping protect parts and products during storage, handling, and transportation. When properly sealed, it provides secure containment that reduces the risk of product damage or contamination.
3. Wide Range of Sizes and Thicknesses
Every application is different, and polyethylene tubing is designed to accommodate that.
Tubing is available in multiple widths and thicknesses to match the weight, size, and protection requirements of your products. Whether you need lightweight film for simple parts packing or heavier-gauge material for more demanding applications, polyethylene tubing can be tailored to fit your operation.
4. Customization Options
Polyethylene tubing is available in:
Gusseted tubing for expanded capacity
Non-gusseted tubing for standard applications
Gussets allow the tubing to expand and accommodate bulkier items, while non-gusseted options provide a clean, streamlined fit for narrower products.
For customers in the food industry, this certification provides confidence that your packaging supplier meets the highest global food safety standards.
5. Versatility Across Industries
From manufacturing floors to distribution centers, polyethylene tubing supports a wide variety of industrial uses. Its adaptability makes it suitable for:
Parts packing
Protective sleeves
General packaging
Industrial storage
Few packaging materials offer this level of flexibility while maintaining cost control and durability.
Customization & Manufacturing Process of Polyethylene Tubing
Not all polyethylene tubing is created equal. Performance starts at the manufacturing level, and at A-Pac Manufacturing, quality is built into every step of the process.
Blown-Film Extrusion for Consistent Performance
We produce polyethylene tubing using the blown-film extrusion process, which forms a continuous, seamless tube of film. This method allows for precise control over:
Film thickness
Strength and durability
Uniformity across the roll
Seal performance
The result is a consistent, high-quality product that performs reliably in industrial environments.
Gusseted and Non-Gusseted Options
A-Pac offers both gusseted and non-gusseted polyethylene tubing, allowing you to choose the configuration that best fits your application.
Non-gusseted tubing provides a standard, flat tube ideal for uniform or narrow products.
Gusseted tubing expands to accommodate bulkier, wider, or irregularly shaped items.
This adaptability ensures your packaging conforms to your product — not the other way around.
Range of Widths and Thicknesses
Different products require different levels of protection. That’s why we offer polyethylene tubing in a wide range of:
Widths
Film gauges (thicknesses)
Heavier gauges provide increased strength and puncture resistance, while lighter gauges offer an economical solution for less demanding applications.
FSSC 22000 provides a comprehensive framework for managing food safety and quality across the supply chain. Whether you’re packaging raw ingredients, frozen foods, or ready-to-eat items, certified poly packaging solutions support both safety and performance.
Practical Applications of Polyethylene Tubing
The true value of polyethylene tubing lies in its versatility. Because it can be cut, sealed, and sized as needed, it adapts easily to a wide range of industrial and commercial packaging environments.
Here are some of the most common applications:
Parts Packing
Manufacturers frequently use polyethylene tubing for packaging small to mid-sized components. Instead of stocking multiple bag sizes, teams can cut tubing to the precise length required for each part.
This is especially useful for:
Hardware and fasteners
Machined components
Automotive parts
Assembly kits
The result is streamlined packaging operations and reduced material waste.
Protective Sleeves
Polyethylene tubing is ideal for creating protective sleeves for long or narrow products.
The following items can be easily slipped into cut-to-length film to protect against dust, moisture, and surface damage during storage or shipment:
Metal rods
Extrusions
Moldings
Tools
Pipes or tubing
Industrial Packaging
For general industrial packaging needs, polyethylene tubing provides flexible protection that can be scaled to match product size.
It works well for:
Bundled materials
Irregularly shaped products
Oversized items
Short-term or long-term storage
Because the tubing conforms to the product and can be sealed securely, it helps maintain cleanliness and organization throughout the supply chain.
Food & Regulated Applications
With packaging manufactured under our FSSC 22000-certified food safety management system, polyethylene tubing can support food applications requiring strict quality control and traceability.
This makes it a practical solution for operations that need both performance and documented food safety compliance.
Why Choose A-Pac Manufacturing for Polyethylene Tubing?
When it comes to industrial packaging, material performance matters — but so does the partner behind it.
At A-Pac Manufacturing, we combine advanced blown-film extrusion capabilities with strict quality control to deliver polyethylene tubing that performs consistently in real-world conditions. From seal integrity to film strength, every roll is manufactured with durability and reliability in mind.
Our customers rely on us for:
A wide range of widths and thicknesses
Gusseted and non-gusseted options
FDA-approved materials when required
Consistent quality and dependable supply
Custom solutions tailored to specific applications
We understand that packaging isn’t one-size-fits-all. That’s why we work closely with manufacturers, distributors, and industrial operations to ensure the tubing you receive aligns with your product requirements, equipment setup, and performance expectations.
Get the Right Polyethylene Tubing for Your Operation
Polyethylene tubing offers a powerful combination of flexibility, durability, and cost-efficiency — making it one of the most practical industrial packaging solutions available.
Whether you’re looking to streamline parts packing, create protective sleeves, or reduce packaging waste, A-Pac Manufacturing can help you identify the right specifications for your application.
Request a quote today to learn how our polyethylene tubing solutions can support your operation.
Polyethylene can be engineered to be clear or opaque, thin or thick, soft or highly durable, making it suitable for a wide range of food products—from delicate produce to heavy or frozen items.
What Is Polyethylene Used for in Food Packaging?
Polyethylene flexible packaging for food is used for protection from contamination, moisture, oxygen, or to prevent handling damage. Its flexibility allows manufacturers to tailor packaging to specific food safety, shelf-life, and logistics requirements.
Common food packaging applications include:
Fresh produce bags
Bakery and bread bags
Meat and poultry overwrap
Frozen food packaging
Dry goods and bulk ingredient bags
Beverage multipacks and secondary packaging
Is Polyethylene Food Safe?
Yes—polyethylene is considered food safe when manufactured and handled under proper food safety standards.
Polyethylene flexible packaging for food is:
Non-toxic
Chemically stable
Non-reactive with food
Resistant to moisture and contaminants
What Are A-Pac’s Food Safety Standards for Polyethylene?
A-Pac is FSSC 22000 certified by Intertek, meaning our polyethylene packaging is produced under a globally recognized food safety management system aligned with Global Food Safety Initiative (GFSI) standards.
FSSC 22000 is one of the most important certifications a poly bag manufacturer can hold for food packaging. It is built on internationally recognized standards, including ISO 22000, combined with sector-specific prerequisite programs and additional scheme requirements.
As an FSSC 22000 certified manufacturer, A-Pac demonstrates a long-standing commitment to producing food-safe poly bags and polyethylene films that meet today’s regulatory expectations and customer requirements.
What Are the Benefits of Polyethylene Food Packaging?
Polyethylene flexible packaging for food is a top choice for its unmatched balance of performance and cost.
#1. Non-Toxic and Food Safe
Polyethylene does not interact with food products or leach harmful substances under normal use conditions. This makes it suitable for direct contact with a wide range of foods, including fresh produce, baked goods, frozen items, and dry ingredients.
When polyethylene packaging is produced by an FSSC 22000 certified manufacturer, you gain additional assurance that the material is handled, processed, and manufactured under a verified food safety management system.
#2. Highly Versatile and Customizable
Polyethylene’s adaptability is one of its greatest strengths. It can be manufactured into bags, films, tubing, sheets, and liners in a wide range of sizes, thicknesses, and configurations.
This versatility allows food manufacturers to:
Match packaging precisely to product size and weight
Choose clarity or opacity based on product visibility needs
Adjust film thickness for protection without excess material
Because polyethylene flexible packaging for food can be easily customized, it supports everything from small specialty food brands to high-volume commercial operations.
#3. Cost-Effective for Food Packaging Operations
Polyethylene is widely available and efficient to produce, making it one of the most cost-effective food packaging materials on the market.
Its affordability helps manufacturers:
Control packaging costs at scale
Reduce waste through right-sized packaging
Maintain margins without sacrificing performance or safety
For businesses balancing food safety requirements with budget constraints, polyethylene offers an optimal combination of performance and value.
#4. Lightweight for Efficient Shipping and Handling
Polyethylene packaging is extremely lightweight, which provides important logistical advantages.
Lighter packaging:
Reduces overall shipping weight and freight costs
Improves handling efficiency throughout distribution
Helps food manufacturers stay within shipping and pallet weight limits
These weight savings can add up quickly, especially for food and beverage products shipped in high volumes.
#5. Enhanced Protection and Shelf-Life Support
Polyethylene provides an effective barrier against moisture and, in many applications, oxygen exposure—two key factors that can negatively affect food quality.
This protective performance helps preserve freshness and texture, reduce spoilage caused by humidity, and extend shelf life for many food products.
By supporting product stability, polyethylene packaging plays a direct role in maintaining food quality and reducing waste.
#6. Durable and Resistant to Handling Damage
Despite being lightweight, polyethylene is a strong and resilient material. It resists tearing, punctures, and abrasion during normal handling, storage, and transportation.
This durability helps:
Protect food products from contamination and damage
Reduce packaging failures and product loss
Maintain package integrity from production to point of sale
Different formulations, such as LDPE and LLDPE, allow manufacturers to fine-tune strength and flexibility based on application needs.
What Are the Types of Polyethylene Food Packaging?
They differ in strength, stretch, clarity, and resistance to punctures, which makes each better suited for certain food packaging applications.
Both materials are widely used for food packaging because they are durable, flexible, and suitable for direct food contact when manufactured under appropriate standards.
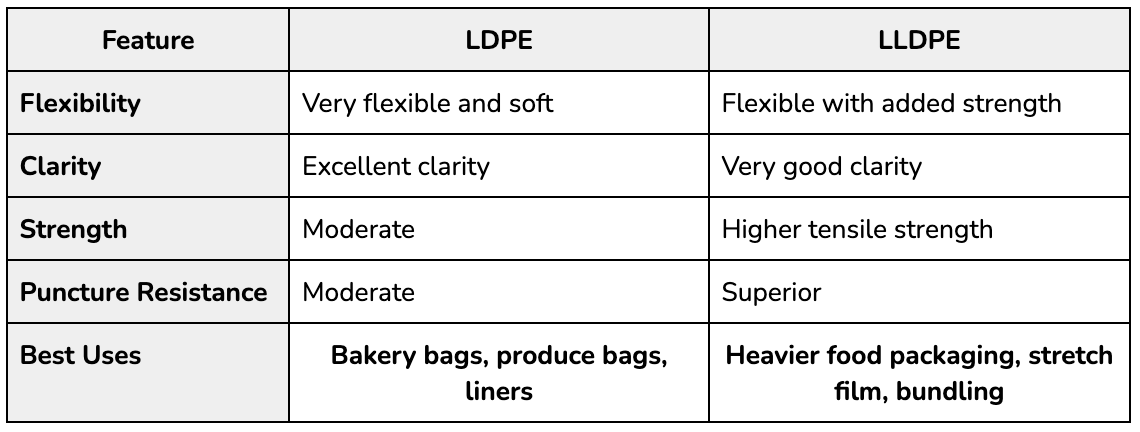
LLDPE vs. LDPE Comparison: What’s the Difference?
A-Pac uses both LLDPE and LDPE to create food-safe packaging tailored to your specific application.
In practice:
LLDPE excels in applications requiring strength, stretch, and puncture resistance.
LDPE is ideal for lightweight food packaging where softness and clarity matter.
Modern Applications of LLDPE & LDPE in Food Packaging
Polyethylene Tubing & Packaging Bags
Polyethylene tubing and bags typically range from 0.75 mil to 6 mil in thickness, allowing precise customization.
Thinner films → Ideal for fruits, vegetables, and bakery items
Thicker films → Suitable for frozen foods or heavier products
Tubing can be cut and sealed to exact lengths, reducing waste and improving efficiency.
Stretch Film for Food Packaging
LLDPE stretch film is widely used for:
Bundling products
Securing canned goods
Stabilizing palletized food products
Its high stretch rate, clarity, and low shrinkage temperature make it ideal for secondary food packaging.
Which Food-Safe Polyethylene Products Are Available?
All products can be customized by size, thickness, clarity, and branding, with no minimum order requirements.
Is Polyethylene Food Packaging Sustainable?
Yes—polyethylene continues to evolve to meet modern environmental expectations while maintaining food safety and performance.
One of polyethylene’s key sustainability advantages is its recyclability. Many polyethylene films and bags can be collected and recycled into new products. This recyclability supports a more circular approach to packaging by extending the useful life of plastic materials and reducing the demand for virgin resin.
Compared to some alternative packaging materials, polyethylene is relatively energy-efficient to produce. Its manufacturing process typically requires less energy and results in lower greenhouse gas emissions than heavier or more complex packaging materials.
The polyethylene industry continues to invest in innovation, including:
Development of bio-based polyethylene derived from renewable resources
Partner With a Trusted Polyethylene Food Packaging Manufacturer
One of the reasons polyethylene remains a leading food packaging material is its ability to be precisely matched to specific applications. Choosing the right manufacturing partner is just as important as choosing the right material.
A-Pac’s FSSC 22000 food safety certification, combined with decades of manufacturing experience, supports consistent quality across food-contact applications. We work with customers across a wide range of industries, supplying polyethylene packaging for:
Perishable and fresh foods
Dry goods and ingredients
Food and beverage secondary packaging
Industrial and non-food applications
With the ability to customize size, thickness, and format—and without minimum order requirements—A-Pac supports both established food manufacturers and growing brands that need dependable, food-safe packaging solutions.
If you sell food, you know that packaging isn’t just a container—it’s a core part of product quality. The right flexible food packaging helps preserve freshness, extend shelf life, reduce waste, and protect your brand at every point in the supply chain.
Behind that performance is one essential material: polymers.
Advanced polymers act as powerful barriers against moisture, oxygen, and contaminants. These polymer structures are engineered to seal in flavor, maintain texture, prevent spoilage, and keep products safe throughout storage and transport.
That’s why polymers are the foundation of modern flexible packaging—they deliver the protective performance food products need to stay fresher for longer.
In this article, we break down the science behind polymer flexible packaging—what it is, how it works, and why today’s food manufacturers rely on advanced polymer structures to balance protection, efficiency, and sustainability.
What Is Flexible Food Packaging?
Flexible food packaging refers to film-based materials that bend, fold, or conform to the product they protect.
Unlike rigid packaging—such as cans, jars, or hard plastics—flexible packaging is lightweight, adaptable, and engineered to deliver targeted barrier performance without unnecessary bulk.
Common formats of flexible food packaging include:
Poly bags
Roll stock and sheeting
Food pouches
Liners
Vacuum bags
Multi-layer barrier films
Manufacturers choose flexible packaging because it:
Protects food from moisture, oxygen, and contaminants
Reduces material consumption compared to rigid containers
Minimizes shipping weight and storage space
Works efficiently on modern filling and sealing equipment
Provides strong seals and durability through distribution
In short, flexible food packaging offers high performance with greater efficiency.
Why Do Polymers Lead the Way in Food Packaging?
Polymers dominate food packaging because their molecular structure allows them to be lightweight, formable, and highly protective. Plus, they’re far more versatile and efficient than alternatives like paper, foil, or rigid plastics.
What Are Polymers?
Polymers are long chains of repeating molecules that determine a material’s strength, clarity, flexibility, and barrier performance. By controlling how these chains are arranged, manufacturers can create films specifically engineered for moisture resistance, oxygen control, puncture strength, and seal performance.
Common Polymer Types in Food Packaging:
While formulations vary, most flexible food packaging is built from the following:
LDPE (Low-Density Polyethylene) — soft, flexible, great clarity
LLDPE (Linear Low-Density Polyethylene) — high puncture resistance
HDPE (High-Density Polyethylene) — excellent moisture barrier, stronger and stiffer
Nylon — toughness for heavy or sharp-edged products
EVOH — exceptional oxygen-barrier performance
Why Polymers Work So Well for Food Packaging:
Food manufacturers rely on polymer-based films because they offer:
Lightweight strength — protection without bulk
Excellent sealability — supports freshness and food safety
Customizable barrier properties — moisture, oxygen, odor, and contaminant control
Reliable performance — consistent results at high production speeds
Cost efficiency — reduced material and lower shipping weight
These advantages give polymer packaging a unique ability to balance protection, efficiency, and sustainability, which are key priorities for modern food operations.
Why Food Manufacturers Rely on Flexible Polymer Packaging
Across the industry, polymer-based flexible packaging delivers the performance and efficiency food producers need:
Extended shelf life
Superior product protection
Lower material and shipping costs
Reduced waste
Consistent quality on high-speed lines
Customization for any food product
These advantages are why polymer flexible packaging remains the go-to choice for brands focused on safety, freshness, and operational efficiency.
FAQ: Quick Answers About Polymer Food Packaging
Q. What is flexible food packaging made of?
A. Primarily polyethylene (LDPE, LLDPE, HDPE), polypropylene, nylon, and high-barrier polymers like EVOH.
Q. Why are polymers used for food packaging?
A. They provide lightweight strength, excellent barrier protection, and dependable sealing performance.
3 Major Science-Backed Benefits of Polymer Packaging
Polymer performance comes down to chemistry. The length and structure of molecular chains determine how a film behaves, including its strength, flexibility, clarity, and resistance to gases and moisture.
1. Barrier Protection: The Key to Freshness
The primary job of flexible food packaging is to protect freshness. Polymer film structures do this through three critical barrier functions: moisture control, oxygen resistance, and contaminant protection.
Moisture Control – Moisture can ruin texture, encourage spoilage, or dry out products.
For baked goods — packaging must lock moisture in.
For snacks — packaging must keep moisture out.
For produce — films often balance breathability and protection.
Oxygen Resistance – Exposure to oxygen leads to rancidity, discoloration, mold growth, and flavor degradation.
High-barrier materials, such as EVOH (ethylene-vinyl alcohol copolymer), dramatically reduce oxygen transmission, thereby extending the shelf life of products like coffee, sauces, deli items, and high-fat foods.
Contaminant & Odor Protection – Multi-layer films create a physical shield against:
Airborne contaminants
Odors
External flavors
Dust and particulates
2. Strength Meets Flexibility
Flexible packaging must withstand the rigors of manufacturing, sealing, distribution, and retail handling. Polymer films deliver this through:
High puncture and tear resistance
Strong, consistent seals
Durability across temperature variations
Impact resistance through shipping and storage
This engineered strength, paired with film flexibility, is what makes polymer packaging reliable across demanding food supply chains.
3. Sustainability in Flexible Polymer Packaging
As sustainability becomes more central to food brands, polymer technologies continue to evolve.
Downgauging – Modern polymers enable manufacturers to achieve the same strength using thinner films, thereby reducing consumption and lowering shipping emissions.
Recyclable Mono-Material Structures – Replacing mixed-material films with single-polymer designs improves recyclability and supports circular economy initiatives.
Lower-Emission Resin Technologies – Newer polymer formulations reduce the environmental footprint of manufacturing without sacrificing performance.
A-Pac Manufacturing Is Here To Support Your Food Packaging Needs
A-Pac Manufacturing combines material expertise with custom polymer film engineering to help food brands achieve the exact packaging performance they need. We deliver:
Precision manufacturing with tight tolerances and consistent results
High-quality polymer blends optimized for strength, clarity, and protection
Fast lead times and reliable production
Collaborative support to help you choose the right film for your application
Whether you’re packaging produce, bakery items, proteins, snacks, or specialty foods, we can design a flexible packaging solution that protects freshness and streamlines your operation.
Ready to Improve Your Food Packaging?
A-Pac Manufacturing creates polymer-based flexible packaging solutions that protect your food products and support your manufacturing needs.
As demand for sustainable packaging grows, businesses are rethinking the materials behind their plastic packaging more than ever. From regulatory pressure to consumer preference, companies are asked to have less waste, less environmental impact, and fewer virgin resources. That’s where recycled content comes in.
Two of the most common recycled materials used in plastic packaging are Post-Consumer Recycled Content (PCR) and Post-Industrial Recycled Content (PIR). Both offer environmental benefits but differ significantly in quality, consistency, and performance.
Whether your priority is sustainability, product strength, or regulatory compliance, knowing the difference between PCR and PIR can help you make the best packaging decision for your business.
What Is PCR and What Is PIR?
When it comes to recycled plastic packaging, not all materials are created equal.
Post-Consumer Recycled Content (PCR)
PCR is made from plastic products used and discarded by consumers — think food containers, water bottles, or shopping bags. After these items are collected through public recycling systems, they’re sorted, cleaned, and reprocessed into new resin.
Because PCR materials come from a wide variety of sources and conditions, they tend to have more variability in quality. Contamination, mixed plastic types, and inconsistencies in feedstock can affect the color, clarity, and performance. Still, PCR is a valuable tool for reducing landfill waste and closing the loop on consumer plastic use.
Post-Industrial Recycled Content (PIR)
PIR is sourced directly from manufacturing scrap—trimmings, offcuts, and unused resin generated during production. Since this material never leaves the factory floor’s controlled environment, it’s cleaner, more consistent, and easier to reprocess.
The result is a high-quality recycled resin that closely mimics the properties of virgin material. In many cases, PIR-based products match or exceed the performance of standard plastic packaging, making them ideal for customers who want sustainability without sacrificing quality.
Comparing Post-Consumer Recycled Content (PCR) vs. Post-Industrial Recycled Content (PIR)
While both PCR and PIR contribute to a more sustainable supply chain, they perform differently in real-world packaging applications. Here’s how they compare in terms of quality, consistency, and usability.
Quality and Performance Comparison
PCR:
Typically features a broader specification range due to the mixed and variable nature of consumer waste streams.
May introduce inconsistencies in appearance, strength, or flexibility
Requires additional cleaning, sorting, and filtration during processing, which can increase cost and complexity.
PIR:
Offers a higher level of purity and consistent resin quality.
Delivers mechanical properties similar to virgin material, making it more reliable in performance-sensitive applications.
Easier to integrate into existing manufacturing processes without compromising product strength or clarity.
In many cases, PIR is the preferred choice for customers who need high-performing plastic packaging but still want to reduce environmental impact. This is especially true in flexible packaging applications where clarity, seal strength, and durability are non-negotiable.
Supports closed-loop recycling, helping to create a more circular economy where consumer-used products are recovered and reused.
Decreases the need for virgin resin, conserving fossil fuels and lowering greenhouse gas emissions associated with new plastic production.
PIR:
Eliminates waste from the manufacturing process, keeping trimmings and off-cuts out of landfills.
Lowers resource consumption by reusing clean, high-quality scrap materials that would otherwise be discarded.
Maintains material integrity, allowing manufacturers to meet sustainability targets without compromising product performance.
Using PCR is often seen as a visible commitment to sustainability, especially in consumer-facing industries. PIR is also an efficient, low-waste option that supports internal recycling loops and helps manufacturers maximize raw material use.
Often required to meet government mandates for recycled content, especially in consumer-facing packaging.
Helps companies demonstrate compliance with regulations focused on post-consumer waste recovery.
Aligns with retailer sustainability programs that prioritize visible, traceable recycled material
PIR:
May not always qualify under specific recycled content regulations, depending on the standard.
Still contributes to sustainability targets by reducing manufacturing waste and conserving resources.
Valuable for applications where product performance cannot be compromised, but recycled content is still desired.
In today’s packaging landscape, balancing compliance with performance is critical. Businesses that understand how to integrate PCR and PIR can stay ahead of regulatory demands while delivering reliable, sustainable products.
Choosing the Right Material for Your Packaging Needs
There’s no one-size-fits-all approach to sustainable packaging. The right choice depends on your product, performance requirements, sustainability goals, and any regulatory standards you need to meet.
Post-Consumer Recycled Content (PCR) is often the go-to option when demonstrating clear environmental responsibility to regulators or consumers. It’s useful for brands highlighting sustainability efforts in marketing or meeting minimum recycled content thresholds set by legislation or retailer requirements.
Post-Industrial Recycled Content (PIR) is ideal for performance-driven applications. If your packaging must maintain clarity, strength, or precision tolerances, such as in food-safe, medical, or industrial settings, PIR offers the recycled benefits you want without compromising quality.
At A-Pac Manufacturing, we take a consultative approach to every packaging project. Our team works closely with you to understand your goals, evaluate your requirements, and recommend the right mix of materials — whether PCR, PIR, or a blend of both — to deliver packaging that performs and aligns with your sustainability targets.
A-Pac Manufacturing is Your Strategic Partner in Sustainable Packaging
Choosing between PCR and PIR doesn’t have to be a tradeoff between sustainability and performance. With A-Pac Manufacturing, you get the best of both. Our team works closely with trusted suppliers to responsibly source both PCR and PIR resin, ensuring all recycled content meets our strict standards for quality and performance. We’re experts in recycled resin and flexible packaging and are committed to helping you confidently navigate an evolving packaging landscape.
Ready to make your packaging more sustainable without sacrificing quality?
Contact us today for a custom quote, a sustainability consultation, or to request a sample of our recycled plastic packaging solutions.
Delivering Trusted Food-Grade Poly Packaging, Backed by FSSC 22000 Food Safety System Certification
At A-Pac Manufacturing, we understand that food safety isn’t just a priority—it’s a non-negotiable requirement for businesses in the food industry. That’s why we’re proud to maintain our Food Safety System Certification (FSSC 22000).
FSSC 22000 is a globally recognized standard that demonstrates our commitment to producing safe, reliable, and high-quality poly packaging for food applications.
What Is Food Safety System Certification?
FSSC 22000 is a comprehensive certification based on ISO standards, fully recognized by the Global Food Safety Initiative (GFSI). It provides a framework for effectively managing food safety and quality responsibilities across the supply chain.
In simple terms, our food safety system certification means we operate under a continually audited food safety management system. From raw material sourcing to final product handling, we follow strict processes to ensure every poly bag we produce is safe for food contact.
Why FSSC 22000 Matters to Our Customers
If your business involves packaging food products, partnering with a food safety-certified supplier provides confidence and compliance. Our certified poly bags, films, and custom packaging solutions are manufactured under tightly controlled, hygienic conditions—and meet the highest international standards.
Here’s what that means for you:
Reduced food safety risk
Consistent product quality
Compliance with regulatory and industry requirements
Greater confidence in your supply chain
Whether you’re packaging raw ingredients, frozen foods, or ready-to-eat items, we ensure your packaging supports both safety and performance.
Our Commitment To Food Safety Doesn’t Stop
FSSC 22000 is not a one-time milestone—it’s an ongoing commitment. Like our ISO certification, our facility undergoes regular surveillance audits by accredited bodies to verify compliance and drive continuous improvement. We don’t just meet standards—we strive to exceed them.
Real-World Uses for Food-Grade Poly Bags
Food-grade plastic is essential for safe packaging, storage, and food distribution. At A-Pac Manufacturing, our certified poly bags are used in a wide range of food applications thanks to their safety, versatility, and consistent performance.
Some common uses include:
Produce bags for fruits and vegetables
Bread bags and bakery packaging
Frozen food packaging
Dairy and cheese liners
Bulk ingredient bags for grains, spices, or powders
Flexible packaging for ready-to-eat meals or snacks
Clear liners for food bins and containers
Made from low- and linear low-density polyethylene (LDPE and LLDPE), our bags are manufactured in a strictly controlled environment to ensure they meet all food safety standards. Whether you’re packaging raw ingredients or consumer-ready products, A-Pac’s custom poly bags are built to perform safely in your environment.
Access Our Food Safety Documentation:
Please visit our Certifications page to view our official certification documents, food safety policy, and additional compliance information.
A-Pac Manufacturing: Work With a Certified Poly Packaging Partner You Can Trust
Food-grade packaging is too important to leave to chance. With A-Pac, you get more than just high-quality poly bags—you get a reliable partner dedicated to safety, quality, and service.
Have questions about our food safety standards or how we can support your packaging needs? We’re here to help! Reach out to our team for a free quote today.
With all the talk about sustainability these days, recycled plastic packaging is quickly becoming more popular among businesses.
Using recycled plastic not only helps reduce waste but also lets companies meet growing requirements for eco-friendly materials. At A-Pac Manufacturing, we’re excited to be part of this movement by reusing resin to create high-quality recycled poly bags.
Let’s take a closer look at the process of producing recycled plastic packaging and how it’s paving the way for a more sustainable future in packaging.
What’s the Role of Resin in Poly Bag Production?
Resin is a broad term for liquid polymers derived from organic or synthetic sources. In plastic production, resins are essentially the building blocks that make plastic products strong, versatile, and suitable for a wide range of uses. Resin is the material that gives plastic bags their structure, durability, and flexibility.
In poly bag production, resin is melted down and formed into plastic film. The film is then shaped and sealed to create the bags we’re all familiar with. Without resin, plastic bags simply wouldn’t exist as we know them.
Types of Recycled Resin for Plastic Packaging:
When it comes to making recycled plastic packaging, different types of resin are available, each serving unique purposes:
Post-Consumer Recycled (PCR) Resin: PCR resin is made from consumer-used and recycled plastic products—think of bottles, packaging, and other plastic goods that go through the recycling process.
Post-Industrial Recycled (PIR) Resin: PIR resin comes from plastic waste generated during the manufacturing process itself, such as trimmings, shavings, or excess material.
At A-Pac Manufacturing, we’re committed to using recycled resin whenever possible to help reduce environmental impact. We create poly bags that meet high-quality standards by reusing recycled resins while contributing to a more sustainable supply chain.
Digging Deeper into Post-Industrial Recycled (PIR) Resin
We mentioned Post-Industrial Recycled (PIR) resin earlier, but let’s take a closer look at what makes it a vital part of sustainable plastic production.
Unlike Post-Consumer Recycled (PCR) resin, which comes from used plastic items recycled by consumers, PIR resin is derived directly from the manufacturing process. This includes leftover plastic materials like trimmings, shavings, and excess cuts that would otherwise go to waste.
These materials are collected, re-grounded, and reprocessed into new resin pellets for production reuse.
PIR resin has properties nearly identical to virgin resin, so it delivers the same quality and durability without sacrificing performance.
How PIR Resin Recycling Works – From Waste to Pellet
Turning plastic waste into high-quality resin pellets involves a meticulous process known as mechanical recycling.
This method allows manufacturers to transform used or leftover plastic into a usable form, giving it new life in the form of durable recycled plastic packaging.
Let’s break down the three key steps in this process:
Collection and Sorting – The process begins with collecting plastic waste generated during manufacturing, such as trimmings, shavings, and excess material. This waste is sorted by polymer type (like HDPE or LDPE) to ensure the recycled resin has consistent properties for various applications.
Cleaning and Shredding – Once sorted, the plastic waste undergoes a rigorous cleaning process to remove contaminants like dirt, labels, or residues. After it’s thoroughly cleaned, the plastic is shredded into small flakes, making it easier to handle in the next steps.
Melting and Pelletizing – The clean, shredded flakes are melted down and fed through a pelletizer machine. The pelletizer forms the melted plastic into small, uniform pellets, which are then cooled and hardened into resin pellets. These pellets are the raw material for producing new plastic products, including recycled packaging.
Quality control is essential throughout this process. By carefully managing each step—from sorting and cleaning to pelletizing—manufacturers like A-Pac ensure that the resulting recycled resin pellets meet high standards for consistency, strength, and durability.
The Benefits of Reusing PIR Resin for Plastic Packaging
Utilizing Post-Industrial Recycled (PIR) resin in plastic packaging offers multiple benefits for the environment and for companies looking to meet sustainability goals. Here’s how:
Reducing Waste and Resource Consumption – Manufacturers can repurpose plastic waste from production instead of letting it go to landfills. This minimizes waste and reduces the need for virgin plastic. It also conserves resources and lowers the environmental footprint of plastic packaging.
Compliance with Regulatory Standards – Many countries have implemented regulations requiring a minimum of 30% recycled content in plastic packaging. By incorporating PIR resin into products, companies can meet these regulatory requirements and stay ahead of evolving standards for sustainable packaging.
Maintaining High Quality – PIR resin performs similarly to virgin resin, ensuring that recycled plastic packaging meets the same quality standards as new plastic.
Through the use of PIR resin, manufacturers like A-Pac can help customers meet regulatory demands, reduce waste, and achieve sustainability objectives without sacrificing quality.
Choose A-Pac Manufacturing for Sustainable Packaging Solutions
If you’re looking for eco-friendly packaging solutions, consider partnering with a supplier like A-Pac Manufacturing.
We’re committed to top-of-the-line recycled plastic products. Our expertise in reusing resin means you get durable, reliable poly bags that support your sustainability goals without compromising performance.
Contact us today to learn more about A-Pac Manufacturing’s sustainable packaging options or to request a sample of our recycled poly bags.